
Cavity Pressure Control
So far in this cavity pressure series we’ve discussed the importance of cavity pressure sensing, sensor placement, proper installation, and utilizing cavity pressure data to guarantee molds are “Ready-To-Go.” Last month in “Ready-to-go Molds – Part 2”, we discussed developing a Decoupled II process and the importance of separating the filling and packing phases of the injection process to fully utilize the molding machine’s capability to produce consistent, high quality parts.
The mold is now Ready-To-Go. The machine is world class and running a Decoupled II process. Will this be enough to maintain expected quality demands long term? In a Decoupled II process, packing is done using a constant pressure supplied by the molding machine. In turn, when the material viscosity varies, the amount of plastic packed into the cavities will also vary. Even the most capable molding machine will not automatically use a higher packing pressure as plastic viscosity trends upward nor will it decrease its packing pressure as viscosity trends downward. So, a world-class machine on a steady state cycle will inevitably over or under pack parts as normal variations in plastic viscosity occur. If this scenario translates into unacceptable part quality variation, a higher level of process controls is obviously needed.
The effects of this type of normal viscosity variation can be minimized using cavity pressure sensing technology. Cavity pressure control provides an elevated level of process capability by moving the control or pivot point of the process from the tip of the screw, as it is in Decoupled II molding, to the gate end of the cavity, which will significantly reduce variation in the cavity. See Figure 1
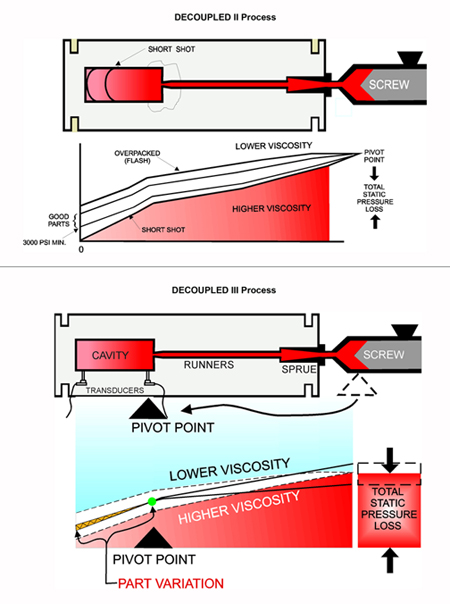
Figure 1 – Process pivot point of a DECOUPLED II vs. DECOUPLED III process
Decoupled III molding involves the use of a cavity pressure sensor located at the gate end of the cavity, to signal the molding machine when sufficient packing levels are achieved inside the cavity. First, the mold is filled under velocity control (not pressure limited) to a screw position which fills the cavity 85-90%. At this screw position, a second slower injection velocity is activated to finish filling the cavity and then to pressurize the cavity to a cavity pressure set point. This second velocity is typically 5-10% of the initial filling velocity. The essence of a Decoupled III process is to pack using a low, controlled velocity that is not pressure limited until a cavity pressure is reached. This ensures that the same pressure is reached inside the cavity, shot after shot. Once the cavity pressure sensor detects the set pressure, a signal is sent to the machine to switch into the machine’s second stage for hold. Holding pressure is now used to simply “hold” the plastic in the cavity until gate seal is achieved.
The cavity pressure sensor has exclusive control of how much plastic material is packed into the cavity. When the viscosity of the plastic varies, the desired cavity pressure will be maintained. During packing, the machine simply pushes the screw forward at the set velocity with an abundance of available pressure until the cavity pressure sensor signals the machine transfer into second stage for holding. As viscosity trends up and down, the machine will merely use more or less of its available energy to pack at a constant velocity and maintain in-cavity pressures. Consistently packing the cavities to the same pressure each cycle is paramount for controlling such part quality characteristics as flash, short shots, dimensions, knit line strength, part weight, gloss, and texture.
It is important to note that “Cavity Pressure Control” or Decoupled III molding as defined by RJG, utilizes a cavity pressure sensor to terminate the packing phase of the process, not the filling phase. A “Cavity Pressure Transfer” type of process, which is often confused with Cavity Pressure Control, involves using a cavity pressure sensor to transfer the machine from fill to pack, and then packs with a machine generated pressure (limited) as with a Decoupled II process. Pressure limiting pack, as stated earlier, leaves the packing phase of the process sensitive to viscosity variation. Simply transferring on cavity pressure is not recommended, as the viscosity of plastic will affect the volume of material in the cavity when the transfer cavity pressure is reached. This technique has proven to be even less capable than a Decoupled II process. See Figure 2
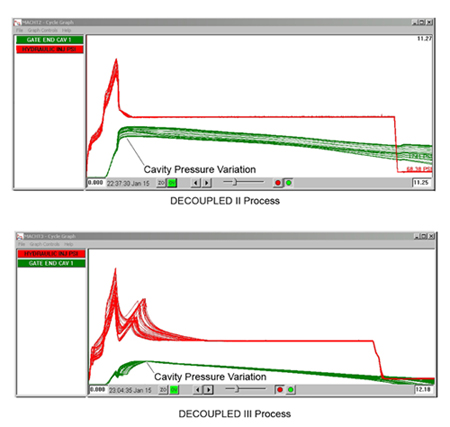
Figure 2 – DECOUPLED II vs. DECOUPLED III process variation
Decoupled III molding provides the ultimate in process control by absorbing the effects of viscosity variations. This technique is not intended to produce parts of higher quality, but rather to duplicate part quality forever. Most would agree that Decoupled III processing is the most consistent method of molding plastic parts available to molders today. However, a common concern is whether Decoupled III control is really a necessity for any particular mold. There is a simple test to determine this. Start by running a Decoupled II process and force a viscosity change on the fly. The viscosity change should be around 10%, and can typically be accomplished by running 100% virgin plastic and switching to 100% regrind plastic. If the quality of parts produced throughout this run do not fall within specifications, it’s clear that the current process is not truly “in control”. Decoupled III molding is the answer to this problem for many molds, particularly those with high pressure drops, small shot sizes (using less than 20% of the barrel), or those using engineering grade materials.
In summary, maintaining in-cavity conditions as normal process variation occurs has to be the goal of any process control strategy. A “state-of-the-art” molding environment is one piece of achieving that goal. However, the best machines, molds, etc. cannot absorb the effects of plastic viscosity variation. Cavity pressure control using Decoupled III molding puts the control inside the cavity where the critical part quality characteristics are determined. By keeping the pressure inside the cavity consistent from shot to shot, the highest levels of process capability can be achieved.